Erkenntnisse der Automobilversorgungskette: Anleitungsanleitung zur Auswahl der Oberfläche und Beschichtungsprozess
Dieser Artikel konzentriert sich auf die Oberflächenbehandlungs- und Beschichtungsprozesse für Befestigungselemente, bietet eine eingehende Analyse ihrer funktionalen Anforderungen und bietet spezifische Auswahlanleitungen, um Ingenieuren und Beschaffungsfachleuten zu helfen, fundiertere Entscheidungen zu treffen.
Funktionsanalyse von Befestigungsflächen -Oberflächenbehandlungen

Oberflächenbehandlungen für Befestigungselemente sind nicht nur für die Ästhetik. Noch wichtiger ist, dass sie spezifische funktionale Eigenschaften vermitteln, um verschiedene Anwendungsumgebungen und Leistungsanforderungen zu erfüllen. Zu den wichtigsten Funktionen gehören:
Korrosionsschutz: Dies ist das Hauptziel. Metallbefestigungselemente (insbesondere Kohlenstoffstahl) sind in feuchten, salzspaSigen, chemischen oder anderen korrosiven Umgebungen anfällig für Rost, was zu einer verringerten Festigkeit, einem beeinträchtigten Erscheinungsbild und sogar einem funktionellen Versagen führt. Oberflächenbehandlungsschichten wirken als physikalische Barriere oder bieten einen Schutz für elektrochemische (Opferanoden), um korrosive Medien zu isolieren, was die Lebensdauer der Befestigung erheblich verlängert.
Reibungskontrolle: Die Beziehung zwischen dem während des Anziehens angewendeten Drehmoments und der resultierenden Klemmkraft (Vorspannung) wird durch den Reibungskoeffizienten signifikant beeinflusst. Spezifische Beschichtungen (z. B. Phosphatöl, Zinkflockenbeschichtungen mit integriertem Schmiermittel) können einen stabilen und vorhersehbaren Reibungskoeffizienten liefern, der eine konsistente Vorspannung für das gleiche angelegte Drehmoment gewährleistet, was für die Zuverlässigkeit kritischer Verbindungen von entscheidender Bedeutung ist.
Verschleißfestigkeit: Bei Anwendungen, die häufige Montage/Demontage oder relative Bewegung beinhalten, können sich Befestigungsfaden und Köpfe abnutzen. Bestimmte Hardbeschichtungen (z. B. Kohlenhydrat-, Nitring- oder spezifische Legierungsplatten) können die Oberflächenhärte erhöhen und den Verschleißfestigkeit verbessern.
Minderung der Wasserstoffverspräche: Hochtaste Befestigungselemente (typischerweise Eigentumsklasse ≥ 10,9 oder US-amerikanische Grad 8 und höher) sind anfällig für Wasserstoffabsorption während der Säuregehalt- und Elektroplattenprozesse, was zu einer verzögerten Fraktur (Wasserstoffverspritzung) führt. Das Auswählen von Prozessen ohne Wasserstoffverspräche (z. B. mechanische Bewertung, Zinkflockenbeschichtung) oder die Gewährleistung eines angemessenen Backens von Wasserstofflinderung nach der Verpackung ist für die Sicherheit hochfärblicher Schrauben von entscheidender Bedeutung.
Aussehen und Identifizierung: Oberflächenbehandlungen können unterschiedliche Farben und Glanzniveaus liefern, um die Anforderungen an die ästhetische Produkte zu erfüllen. Spezifische Farben (z. B. bestimmte Passivierungsfarben, organische Beschichtungsfarben) werden manchmal verwendet, um Befestigungselemente unterschiedlicher Spezifikationen, Materialien oder Zwecke zu unterscheiden.
Leitfähigkeit/Isolierung: Die meisten metallischen Beschichtungen bewahren eine gute elektrische Leitfähigkeit auf, die für Anwendungen geeignet ist, die einen elektrischen Anschluss erfordern (z. B. Erdung). Umgekehrt können einige organische Beschichtungen oder dicke Passivierungsfilme einige isolierende Eigenschaften bieten.
Adhäsionsverbesserung: Bestimmte Behandlungen (wie Phosphating) können eine raue, poröse Oberfläche liefern, die die Adhäsion nachfolgender Farbe oder Klebstoffanwendungen verbessert.
Eingehende Betrachtung der häufigen Behandlungs-/Beschichtungsprozesse der Befestigungsoberfläche
Hier finden Sie einige Mainstream -Verschlussen -Oberflächenbehandlungsprozesse und deren Eigenschaften:
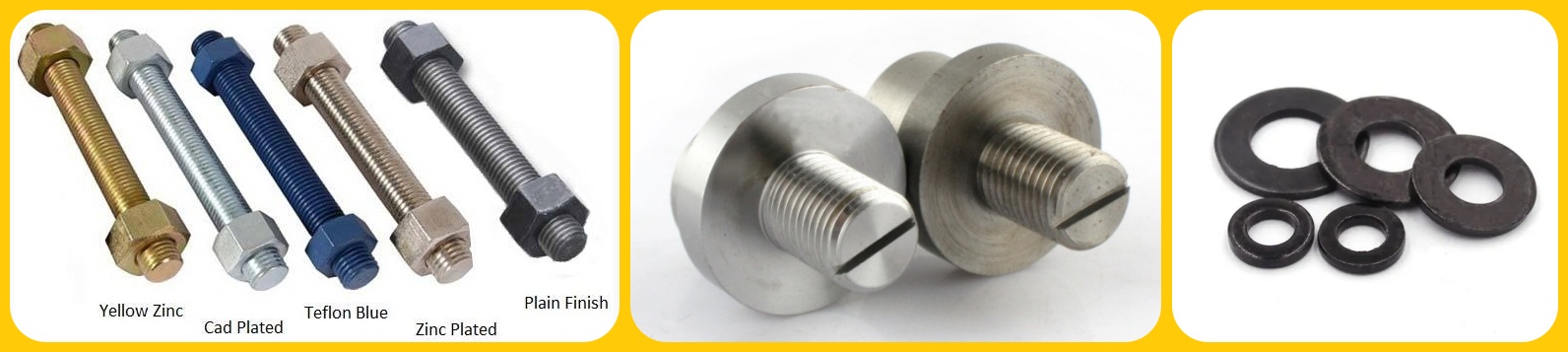
Elektro-Galvanisierung / Zinkbeschichtung: Prozess: Ablagerung einer Zinkschicht auf die Befestigungsoberfläche über elektrochemische Methoden. Normalerweise gefolgt von Passivierung (Chromat oder Nichtchromat) zur Verbesserung der Korrosionsresistenz und des Aussehens (häufige Oberflächen umfassen klare/blaue, gelbe Schillern, schwarze, olivfreundliche TRAUS). Merkmale: Relativ geringe Kosten, einheitliches Beschichtung, gutes Erscheinungsbild bieten grundlegenden Korrosionsschutz (Opferanode). Die Passivierungsschicht beeinflusst die endgültige Korrosionsbeständigkeit signifikant. Risiko einer Wasserstoffverspräche; Wasserstofflinderungsback erforderlich für hochfeste Teile. Korrosionsbeständigkeit: Die Teststunden mit moderatem neutralem Salzspray (NSS) liegen typischerweise von 24 Stunden bis 200 Stunden, abhängig von der Dicke und dem Passivierungstyp. Reibungskoeffizient: Relativ hoch und variabel, es sei denn, es werden spezifische Nachbehandlungen (wie Dichtungsmittel/Schmiermittel) angewendet. Anwendungen: Innenumgebungen, allgemeiner industrieller Gebrauch, Innenausstattung des Automobils, Elektronik und Anwendungen mit geringen Korrosionsanforderungen.
HOT-DIP-Galvanisierung (HDG): Prozess: Eintauchen von Befestigungselementen in geschmolzener Zink, um eine dicke Schicht zu bilden, die Zink-Eisen-Legierungen und reines Zink umfasst. Eigenschaften: Sehr dicke Beschichtung (typischerweise> 40 μm) bietet einen hervorragenden Langzeit-Korrosionsschutz, insbesondere für harte Außenumgebungen. Die Oberfläche ist im Allgemeinen rauer als die Elektroplatte und kann die Gewindeanpassung beeinflussen (erfordert häufig übergroße Muttern oder Gewindezustände). Hochtemperaturverfahren beseitigt im Allgemeinen Wasserstoffversprächerisiko. Höhere Kosten als Zinkbeschichtung. Korrosionsbeständigkeit: Ausgezeichnet, NSS -Stunden erreichen oft 500 bis 1000 Stunden. Reibungskoeffizient: Hoch und variabel. Anwendungen: Stahlwerk im Freien, Stromübertragungstürme, Autobahn-Leitplanken, Solarpanel, schwere Geräte, Anwendungen, die Korrosionsschutz von Langzeiten erfordern.
Mechanische Beschichtung: Prozess: Kaltschweiß (Aufprall) Zinkpulver auf der Befestigungsoberfläche unter Verwendung von Glasperlen oder anderen Aufprallmedien in einem rotierenden Lauf. Merkmale: Gute Beschichtungsdicke Gleichmäßigkeit und Haftung. Schlüsselvorteil: Kein Risiko für Wasserstoffverspräche, was es ideal für hochfeste Befestigungselemente macht. Die Korrosionsbeständigkeit ist ähnlich oder etwas besser als ein elektroplattiertes Zink derselben Dicke. Korrosionswiderstand: mittelschwere bis gut, abhängig von der Beschichtungsdicke. Reibungskoeffizient: Ähnlich wie bei Electroplated Zink kann mit Nachbehandlungen geändert werden. Anwendungen: Hochtaste Befestigungselemente (z. B. Klasse 10.9/12,9 Bolzen), Teile, die auf Wasserstoffverspräche empfindlich sind, Federstahlkomponenten.
Phosphating: Prozess: Eintauchen von Befestigungen in eine Phosphatlösung, um eine unlösliche Phosphatumwandlungsbeschichtung (üblicherweise Zinkphosphat oder Manganphosphat) durch chemische Reaktion zu bilden. Normalerweise erfordert ein anschließendes Ölen oder Wachsen für eine verbesserte Rostprävention und Schmierung. Eigenschaften: niedrige Kosten. Die Phosphatschicht selbst bietet einen begrenzten Rostschutz, bietet jedoch eine hervorragende Basis für Öle, Wachsen oder Farben. Manganphosphat bietet eine gute Verschleißresistenz und Anti-Galling-Eigenschaften. Phosphating -Prozesse bilden auch ein gewisses Risiko für Hochwasserstoffverspräche (weniger als Elektroplatten). Korrosionsbeständigkeit: Niedrig (Phosphatschicht allein), basiert auf nachfolgenden rostvorschriften Öl/Wachs. Reibungskoeffizient: Phosphatöl kann einen niedrigen und stabilen Reibungskoeffizienten liefern, der häufig verwendet wird, wenn eine präzise Vorspannung erforderlich ist. Anwendungen: Als Basis für Ölversiegelung oder Malerei, Automobilmotorkomponenten, Verbindungen, die eine stabile Reibung erfordern, kaltes Schmieren.
Zinkflockenbeschichtung (nicht elektrolytisch aufgetragene Zinkflocken): Prozess: Auftragen einer Farbe mit Zink- und/oder Aluminiumflocken auf die Befestigungsoberfläche über Dip-Spin- oder Sprühmethoden, gefolgt von Aushärtung (Backen). Typische Marken umfassen Dacromet®, Geomet®, Zintek®, Magni®. Merkmale: Bietet sehr hohen Korrosionsschutz (Selbstheilungseffekte der Opferbarriere). Erreicht einen hohen Widerstand mit dünnen Schichten (typischerweise 8-15 μm). Kein Risiko für Wasserstoffverspräche, ideal für hochfeste Befestigungselemente. Enthält häufig integrierte Schmiermittel für stabile und kontrollierte Reibungskoeffizienten. Farben sind typischerweise silbergrau oder schwarz. Korrosionsbeständigkeit: Sehr hohe NSS -Stunden reichen üblicherweise zwischen 600 Stunden und 1500 Stunden. Reibungskoeffizient: Kann nach Bedarf innerhalb bestimmter Bereiche (z. B. 0,09 - 0,15) genau gesteuert werden. Anwendungen: Automobilindustrie (Chassis, Strukturteile, Bremssysteme), Windenergie, Baumaschinen, hochfeste Befestigungselemente, Anwendungen, die eine hohe Korrosionsbeständigkeit, Freiheit von Wasserstoffverspritzung und präzise Drehmomentkontrolle erfordern.
Legierungsbeschichtung (z. B. Zink-Nickel): Prozess: Anmelden zwei oder mehr Metalle elektrochemisch, wie Zink und Nickel (typischerweise 12-15% NI). Erfordert auch Passivierung. Merkmale: bietet eine höhere Korrosionsbeständigkeit und eine bessere Wärmefestigkeit als eine reine Zinkbeschichtung. Niedrigeres galvanisches Korrosionspotential beim Kontakt mit Aluminiumlegierungen. Gutes Aussehen. Trägt immer noch Wasserstoffversprächerisiko; Erfordert Wasserstofflinderungsbacken. Höhere Kosten als reines Zinkschildern. Korrosionsbeständigkeit: Hoch-, NSS -Stunden reichen typischerweise zwischen 720 Uhr und 1000h. Reibungskoeffizient: Hängt von Passivierung und Nachbehandlung ab. Anwendungen: Automobile (insbesondere Unterhut, Kontakt mit Aluminiumteilen), Luft- und Raumfahrt, Anwendungen, die eine hohe Temperatur-Korrosionsbeständigkeit erfordern.
Organische Beschichtungen (z. B. Epoxid, PTFE): Prozess: Sprühen oder Dip-Beschichtung organische Harze (wie Epoxid, Polyurethan, PTFE) und heilen sie. Merkmale: Bieten Sie einen hervorragenden chemischen Resistenz und Korrosionsschutz (Barriereffekt). Erhältlich in verschiedenen Farben. PTFE-Beschichtungen bieten sehr niedrige Reibung und Nicht-Stick-Eigenschaften. Dickere Beschichtungen können die dimensionale Passform beeinflussen. Korrosionsbeständigkeit: Sehr hoch, abhängig von der Beschichtungstyp und der Dicke. Reibungskoeffizient: Sehr niedrig für PTFE -Beschichtungen. Variiert für andere Typen. Anwendungen: Chemische Verarbeitungsgeräte, Schiffstechnik, Anwendungen, die spezifische Farben, geringe Reibung oder chemische Resistenz erfordern.
Passivierung für Edelstahl: Prozess: keine "Beschichtung", sondern eine chemische Behandlung (typischerweise mit Stellschrinkten oder Zitronensäure), um freies Eisen und andere Verunreinigungen von der Oberfläche aus rostfreiem Stahl zu entfernen und die Bildung eines dickeren, gleichmäßigeren und inerten chromreichen Oxidschichts (passiver Film) zu fördern. Eigenschaften: Verbessert die inhärente Korrosionsbeständigkeit von Edelstahl und behält sein metallisches Erscheinungsbild bei. Einfacher und relativ kostengünstiger Prozess. Korrosionsbeständigkeit: Verbessert die natürliche Korrosionsbeständigkeit von Edelstahl. Reibungskoeffizient: relativ hoch. Anwendungen: Alle Arten von Edelstahlbefindungselementen, insbesondere nach Bearbeitung oder für Anwendungen, die eine höhere Sauberkeit und Korrosionsbeständigkeit erfordern.
Spezifische Auswahlanleitungen für Befestigungsflächen -Oberflächenbehandlungen
Für die Auswahl der geeigneten Oberflächenbehandlung müssen die Anwendungsumgebung, die Leistungsanforderungen, die Kosten und die Vorschriften in Einklang gebracht werden:
Grundlegende Umgebung in Innen- und Niedrigkorrosion: Anforderungen: Grundlegende Rostprävention, sauberes Erscheinungsbild. Empfehlungen: Zinkbeschichtung (klare/blau oder gelbe Irisierende, Dicke ≥ 5 & mgr; m) Geeignete Passivierung. Phosphat-Rost-Präventivöl, falls sensibel.
Allgemeines Außen- / Industrieumfeld (mittelschwere Korrosion): Anforderungen: bessere Wetterbeständigkeit und Rostprävention. Empfehlungen: Dickere Zinkbeschichtung (≥ 8-12 & mgr; m) Hochleistungs-Passivierung (z. B. Passivierung dicker Schicht), mechanische Beplattierung oder Zinkschichtung auf Basisebene.
Harsh Outdoor / Marine / Hohe Feuchtigkeit / Chemische Umgebung (hohe Korrosion): Anforderungen: Langzeit, zuverlässiger Korrosionsschutz.
Empfehlungen: HOT-DIP-Galvanisierung (HDG) (geeignet, wenn die Toleranz der Gewinde weniger kritisch ist), Hochleistungs-Zinkflockenbeschichtung (Geomet®, Zintek®, Magni® usw.), Zink-Nickel-Legierung oder Auswahl von Edelstahlverletzern direkt (Passive empfohlen). Organische Beschichtungen (z. B. Epoxid) können ebenfalls berücksichtigt werden.
Hochfeste Verbindungselemente (Eigenschaftsklasse ≥ 10,9): Anforderungen: Vermeiden Sie das Wasserstoffverspritzungsrisiko und decken Sie den Korrosionsschutzbedarf.
Empfehlungen: Priorisieren Sie Prozesse ohne Wasserstoff -Verspringtungsrisiko: Zinkflockenbeschichtung, mechanische Beschichtung. Wenn Sie Elektroplatten (Zink oder Zink-Nickel) verwenden, sorgen Sie für ein gründliches und wirksames Wasserstoff-Relief-Backen gemäß den Standards mit strenger Prozesskontrolle und -validierung. HDG stellt im Allgemeinen kein Risiko dar, aber wirken Sie sich auf Probleme mit den Fadengepassten.
Erfordert eine präzise Drehmomentkontrolle / stabiler Reibungskoeffizient: Anforderungen: hohe Konsistenz bei Vorspannung. Empfehlungen: Phosphatöl/Wachs, Zinkflockenbeschichtungen mit integrierten Schmierstoffe, Zink/Zink-Nickel-Plattierung mit Schmierdichtungen. Konsultieren Sie immer Lieferantendaten für den Reibungskoeffizienten (normalerweise unter definierten Testbedingungen angegeben).
Hochtemperaturumgebung (z. B. Motorraum): Anforderungen: Beschichtungsstabilität bei erhöhten Temperaturen. Empfehlungen: Plattierung von Zink-Nickel-Legierung, bestimmte spezielle Zinkflockenbeschichtungen, Manganphosphating oder unbeschichtete hitzebeständige Stahl/Edelstahl. Die Standard -Zink -Beschichtungsleistung verschlechtert sich bei höheren Temperaturen (z. B.> 15 0 ∘ C).
Erscheinungsanforderungen: Anforderungen: Spezifische Farbe oder Glanz. Empfehlungen: Zinkbeschichtung verschiedener Passivierungsfarben (klar/blau, gelb, schwarz), schwarzes Oxid, Zinkflockenbeschichtung (Silbergrau/Schwarz), organische Beschichtungen (verschiedene Farben). Passivierter Edelstahl für metallisches Aussehen.
Erfordert elektrische Leitfähigkeit (z. B. Erdung): Anforderungen: Niedriger Kontaktwiderstand. Empfehlungen: Die meisten metallischen Beschichtungen (Zink, Zink-Nickel) bieten eine gute Leitfähigkeit. Beachten Sie jedoch, dass Passivierungsschichten möglicherweise eine leichte Isolierung einführen. Vermeiden Sie dicke organische Beschichtungen. Gewährleisten Sie saubere Kontaktflächen.
Kontakt mit unterschiedlichen Metallen (z. B. Aluminiumlegierungen): Anforderungen: Minimieren Sie das galvanische Korrosionsrisiko. Empfehlungen: Plattierung von Zink-Nickel-Legierung (potenziell näher am Aluminium), Zinkflockenbeschichtungen (die Aluminiumbetriebe bieten Vorteile) oder isolierende Unterlegscheiben/Beschichtungen zur Isolierung verwenden. Vermeiden Sie den direkten Kontakt zwischen Stahl/Kupfer und Aluminium.
Key -Oberflächenbehandlungseigenschaften und Überlegungen
Korrosionsbeständigkeit: Definition: Fähigkeit, Umweltabbau zu widerstehen, gemessen durch neutrale Salzspray (NSS) Teststunden (h) pro Standards wie ISO 9227. Z. B. NS Auswahl: Wählen Sie die geeigneten NSS -Stunden basierend auf der Korrosivitätskategorie der Serviceumgebung. Allgemeines Indoor> 72H, feuchter/allgemeiner Außenbereich> 240H, harte Umgebungen> 600h oder sogar 1000h.
Beschichtung/Ablagerungsdicke: Definition: Die Dicke der Oberflächenbehandlungsschicht, normalerweise in Mikrometern (μm). Auswirkung: Wirkt sich direkt den Korrosionswiderstand, die Kosten und die Anpassung aus (insbesondere für Gewindeverschluss). Übermäßige Dicke kann zu Baugruppenproblemen führen. Standards wie ISO 4042 geben Anforderungen an.
Reibungskoeffizient (COF / μ): Definition: Parameter, der die Reibung zwischen den Fäden und unter dem Kopf während des Anziehens beschreibt. Auswirkung: Bestimmt die Klemmkraft (Vorspannung), die für ein bestimmtes Anspannungsdrehmoment erreicht wird (t = k ≤ f ≤ d, wobei k eng mit COF verwandt ist). Ein stabiler und kontrollierter COF ist für die gemeinsame Zuverlässigkeit von entscheidender Bedeutung. Selektion: Für kritische Gelenke wählen Sie Beschichtungen aus, die stabile COF (z. B. Zinkflocken, Phosphatöl) liefern. Siehe oder testen Sie den COF-Bereich (typischerweise 0,08-0,20) basierend auf den Entwurfsanforderungen.
Wasserstoffverspräche (HE) Risiko: Definition: Hochfestes Stahl absorbiert Wasserstoff während der Herstellung oder Platte, reduziert die Duktilität und führt möglicherweise zu unerwarteten verzögerten spröden Frakturen unter Stress. Selektion: Für die Eigenschaftsklasse ≥ 10,9 (oder Härte ≥ 320 h V) priorisieren Sie Prozesse ohne IH-Risiko (mechanische Beplattierung, Zinkflocken) oder sorgen Sie für ein angemessenes Nachplanungsbacken pro Standards (z. B. ISO 4042).
Adhäsion und Duktilität: Definition: Wie gut die Beschichtung an das Basismetall bindet und seine Fähigkeit, das Risse oder Schälen während der Spannung/Verformung zu widerstehen, zu widerstehen. Auswahl: Die Beschichtung muss den Installationsspannungen ohne Abblättern standhalten. Bewertet durch Tests wie Biege, Impact oder Cross-Hatch-Adhäsionstests.
Temperaturwiderstand: Definition: Die maximale Betriebstemperatur, bei der die Beschichtung ihre Eigenschaften beibehält (hauptsächlich Korrosionsschutz). Auswahl: Wählen Sie basierend auf der maximalen Servicetemperatur. Beachten Sie, dass einige Beschichtungen (wie Standard -Zinkplattierpassivierung) bei erhöhten Temperaturen abgebaut werden.
Kosten: Definition: Relative Kosten verschiedener Oberflächenbehandlungsprozesse. Auswahl: Gleichgewichtskosten mit Leistungsanforderungen. Im Allgemeinen sind Zinkbeschichtung/Phosphating niedrigere Kosten, während HDG/Zinkflocken/Zink-Nickel höhere Kosten sind.
Umweltvorschriften: Definition: Regeln wie EU ROHS (Einschränkung gefährlicher Substanzen) und Reichweite (Registrierung, Bewertung, Genehmigung und Einschränkung von Chemikalien 1) Begrenzen Sie die Verwendung von Substanzen wie Hexavalent -Chrom (CR6) und Cadmium (CD).

Als kritische C-Parts in der Lieferkette der Automobilverbinderung sind ein effektives Management von Ballsteinen für die Optimierung der Effizienz der Gesamtlieferkette von wesentlicher Bedeutung. Wir verstehen die Herausforderungen, die Käufer und Ingenieure gegenüberstehen, um ein stabiles Angebot zu gewährleisten, die Kosten zu senken und die Qualität zu verbessern. Durch die Partnerschaft mit uns können Sie:
REMALLINE-Beschaffung: Wir bieten One-Stop-Lösungen an, wodurch die Lieferantenzahlen und die Verwaltungskosten reduziert werden.
Optimieren Sie das Inventarmanagement: Wir bieten VMI (Anbieter Managed Inventory) und JIT (Just-in-Time) -Lieferdienste an, um eine rechtzeitige Versorgung zu gewährleisten und den Inventaraufbau zu verringern.
Verbesserung der Qualitätskontrolle: Wir haben ein IATF 16949 -zertifiziertes Produktionssystem, das sicherstellt, dass die Produktqualität den höchsten Standards entspricht.
Bauen Sie langfristige Partnerschaften auf: Wir sind bestrebt, langfristige, stabile Partnerschaften mit unseren Kunden aufzubauen, gemeinsam mit den Herausforderungen der Lieferketten zugeschnitten und gegenseitige Vorteile zu erzielen.

Treffen Sie ein paar Mitglieder unseres engagierten Teams, bereit, Ihnen zu helfen:
Coco Chen, Direktor für Geschäftsentwicklung: Coco.chen@zjzrap.com
Freddie Xiao, Account Manager: freddie.xiao@zjzrap.com
Brian Xu, technischer Verkaufsassistent: brian.xu@zjzrap.com
Erforschen Sie unsere Fähigkeiten und umfassenden Produktpalette: https://www.zjzrqc.com/product
IATF16949 zertifiziert

HQ & Factory -Adresse:
Nr. 680, Ya'ao Road, Daqiao Town, Bezirk Nanhu, Jiaxing City, Provinz Zhejiang, China

 Online -Karte, um zu sehen, wo wir uns genau befinden:
Online -Karte, um zu sehen, wo wir uns genau befinden:

LinkedIn -Seite • Produkte • Videokasse • Kontaktieren Sie uns • Capafair Ningbo 2025

Und erhalten Sie eine kostenlose Beratung!
-

Nr. 680, Ya'ao Road, Daqiao Town, Bezirk Nanhu, Jiaxing City, Provinz Zhejiang, China
-

+86-0573-82582688
-
+86-18858333555
-

zrqiche@163.com

Copyright © Zhejiang Zhonglui Auto Parts Co., Ltd.
